












Вот когда слышишь ?шкаф управления?, многие, даже некоторые коллеги, представляют себе просто металлический ящик с автоматами и парой лампочек. На деле же — это нервный узел, живой организм, от которого зависит не только работа, но и безопасность всего технологического участка. Самый частый промах — недооценить тепловыделение и монтажную логику, а потом мучиться с ложными срабатываниями защиты или невозможностью обслуживания без полного останова линии.
Начинается всё, конечно, со схем. Но вот что редко говорят: даже идеальная принципиальная схема может быть убита компоновкой. Был у меня случай на одном из старых заводов по переработке: заказали шкаф для управления группой насосов, схему согласовали быстро, а вот когда приехал на монтаж, оказалось, что силовые модули смонтировали прямо над слаботочными клеммниками. Помехи, наводки, постоянные сбои в сигналах от датчиков уровня. Пришлось экранировать, перекладывать, терять время. Теперь всегда настаиваю на 3D-моделировании компоновки перед изготовлением, особенно если в одном шкафу силовая часть и чувствительная логика.
Ещё один момент — выбор производителя компонентов. Не всегда самый дорогой — самый надёжный в конкретных условиях. Для пыльных цехов, например, критична степень защиты (IP) и стойкость к вибрации. Ставил как-то импортные ?именитые? контакторы в шкаф управления вентиляцией на цементном заводе — не выдержали полугода, забились пылью, подклинивали. Пришлось менять на более простые, но в корпусах с IP54, и пошли годами без проблем. Здесь, кстати, часто выручают производители, которые сами понимают среду эксплуатации, как АО Хунань Кэжуй Преобразователи. У них в портфеле есть решения для тяжёлых условий, и это не маркетинг, а реальные наработки с 1998 года, когда они начинали с мощных выпрямительных систем. Заглядывал на их сайт kori-convertors.ru — видно, что инжиниринг в приоритете.
И про запас прочности. Нельзя рассчитывать компоненты впритык к номиналу. Автомат на 100А, работающий постоянно на 95А — это бомба замедленного действия. Нагрев, деградация изоляции, в итоге — отказ. Всегда закладываю запас минимум 20-25%, а для пусковых токов — и того больше. Это не перестраховка, это экономия на замене всего шкафа через два года.
Вот здесь-то и проявляется вся ?прелесть?. Можно собрать шкаф в чистом цеху идеально, но на объекте его ждёт вибрация, перепады температур, неидеальное питание и... монтажники. Одна из самых частых проблем — качество подключения. Казалось бы, затяни клемму отвёрткой и всё. Ан нет. Перетянешь — сорвёшь резьбу или передавишь жилу, недотянешь — начнёт греться, искрить. Лучше всегда использовать динамометрический ключ, но кто его реально применяет на всех объектах? Приходится лично контролировать или обучать.
Памятный пуск шкафа управления для конвейерной линии на складе. Всё проверили, подаём питание — один из частотных преобразователей молчит. Индикация есть, а команды не принимает. Два часа проверяли программу, связи. Оказалось, монтажник, прокладывая кабель управления, слишком сильно его перегнул, повредив несколько жил внутри экрана. Внешне — идеально. Пришлось прозванивать каждый провод. С тех пор всегда требую тестовый прозвон ВСЕХ цепей после монтажа, до подачи питания.
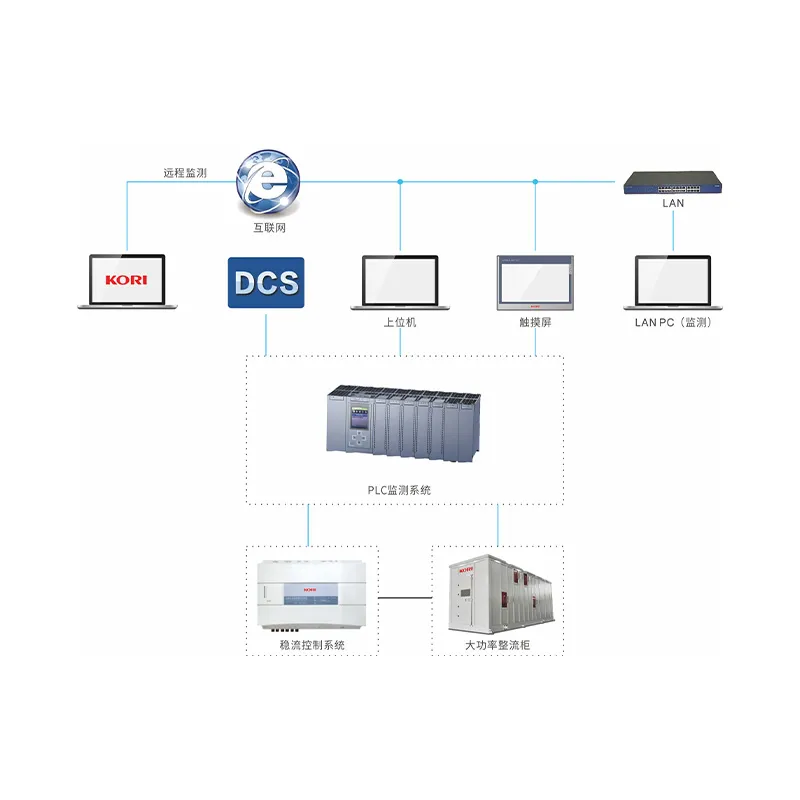
И ещё про наладку ПО. Современный шкаф — это уже не релейная логика, а чаще PLC. И здесь важно не просто запрограммировать алгоритм, а заложить диагностику. Чтобы оператор видел не просто ?авария?, а ?авария: датчик давления ДР42, обрыв цепи?. Это в разы сокращает время простоев. Сам часто использую в проектах готовые функциональные блоки для типовых операций (пуск двигателя, контроль перегрева), это ускоряет отладку.
Часто задача — не построить с нуля, а вписать новый шкаф управления электрооборудованием в старую систему. Вот тут начинается самое интересное. Протоколы обмена данными. Modbus RTU, TCP, Profibus. Казалось бы, стандарты. Но у каждого оборудования — свои нюансы в реализации, свои таймауты, свои форматы регистров. Как-то интегрировал шкаф с системой диспетчеризации завода. Шкаф новый, с современным контроллером, система SCADA — древняя, самописная. Два дня ушло только на то, чтобы согласовать порядок байт (byte order) в передаче чисел с плавающей точкой. Без детального техописания на старую систему и готовности к ковырянию в коде — никуда.
Проблема качества сетевого питания. В проекте часто пишут ?питание ~380В, 50Гц?. Реальность: скачки до 410В, провалы, гармонические искажения от соседнего сварочного участка. Без встроенного реле контроля фаз или активного компенсатора можно потерять дорогую силовую электронику. Один раз поставил шкаф с ?варендаговским? софтстартером без входного дросселя — через месяц клиент вернулся с жалобой на случайные отключения. Виной всему были помехи в сети. Пришлось дополнять фильтрами.
И нельзя забывать про резервирование. Для критичных процессов — двойное питание, hot-swap источники, резервные PLC. Но это удорожает проект. Задача инженера — найти баланс между надёжностью и бюджетом, аргументированно объяснив заказчику риски от простого решения. Иногда помогает показать расчёт убытков от простоя линии за один час.
Собрал, запустил — и забыл? Не получится. Любой шкаф управления требует внимания. Пыль, конденсат, ослабление контактов от вибрации. График ТО — не формальность. Но как его составить? Опытным путём. Для силовых цепей — ежегодная ревизия с термографией под нагрузкой. Для вентиляторов охлаждения — замена раз в 2-3 года, даже если крутятся. Для батарейки в PLC — раз в 5 лет, чтобы не потерять программу.
Часто приходит запрос на модернизацию. Менять весь шкаф дорого, хотят ?встроить что-то новое в старое?. Тут главная опасность — несовместимость уровней напряжения и стандартов безопасности. Старые схемы на 110В постоянного тока управления, новые датчики — 24В. Нельзя просто так их соединить. Нужны промежуточные реле или преобразователи. И обязательно анализ соответствия нормам ПУЭ и ТР ТС на момент модернизации. Игнорирование этого — прямой путь к проблемам с надзорными органами.
Сейчас тренд — удалённый мониторинг и прогнозная аналитика. В новые шкафы уже закладываю возможность установки IoT-шлюзов для сбора данных по температуре, току, количеству срабатываний. Это позволяет перейти от планово-предупредительного ремонта к ремонту по фактическому состоянию. Компании, которые давно в теме силовой электроники, как АО Хунань Кэжуй Преобразователи, часто имеют в своей линейке такие готовые SCADA-совместимые решения, что упрощает интеграцию. Их опыт в разработке сложных выпрямительных систем как раз говорит о глубоком понимании процессов управления и диагностики.
Так что, шкафы управления электрооборудованием — это далеко не конечный продукт. Это процесс. От замысла, через металл и провода, до постоянного диалога с эксплуатационщиками. Универсальных рецептов нет. Есть принципы: запас по току, продуманная компоновка, качественный монтаж, глубокая диагностика и честный разговор с заказчиком о реальных условиях и рисках.
Именно поэтому выбор партнёра-производителя или интегратора — это не поиск самой низкой цены в каталоге. Это поиск команды, которая задаст сто вопросов о процессе, среде, существующем оборудовании до того, как назовёт цену. Которая не побоится сказать ?здесь ваш первоначальный подход неверен? и предложит иное решение. Как те же специалисты с kori-convertors.ru, которые сфокусированы на полном цикле — от R&D до сервиса. В этом и есть профессионализм.
А ошибки... Они были, есть и будут. Главное — чтобы каждая следующая была новой, а не повторением старой из-за лени или желания срезать угол. Потому что в нашей работе срез угла — это почти гарантированный простой, авария или, не дай бог, что-то хуже. Шкаф управления — это тихая, но очень ответственная работа.