












Когда слышишь 'трансформатор силовой изготовитель', многие сразу представляют гигантские цеха с конвейерами, штампующими одинаковые железные коробки. На деле же — это чаще история про компромиссы, где каждая спецификация клиента превращается в головную боль для инженера и технолога. Самый частый промах в отрасли — гнаться за абстрактной 'мощностью' или 'надежностью', упуская из виду, что трансформатор живёт в конкретной сети, с конкретными гармониками, скачками и, что уж греха таить, неидеальным обслуживанием. Вот об этих нюансах, которые в каталогах не пишут, и хочется порассуждать.
Глядя на готовый трансформатор силовой на испытательном стенде, сложно представить, сколько решений было принято ещё до начала резки стали. Выбор марки электротехнической стали — это не просто вопрос цены. Например, анизотропная сталь с ориентированной зернистой структурой даёт меньшие потери на холостом ходу, но она капризна при раскрое и требует особой оснастки. Если производитель экономит на этом этапе, используя универсальные штампы, то потом, при сборке магнитопровода, могут возникнуть проблемы с плотностью прилегания пластин и, как следствие, повышенный гул.
Здесь важно не просто купить хороший материал, а иметь технологию его обработки. У нас на заводе был случай: закупили партию отличной стали, но при раскрое на старом оборудовании появились микрозаусенцы. Казалось бы, ерунда. Но при сборке эти заусенцы стали точками локального перегрева, что в итоге привело к преждевременному старению изоляции. Пришлось срочно модернизировать гильотинные ножи и ввести дополнительный контроль кромки. Это тот самый 'производственный опыт', который в брошюрах не опишешь.
Именно поэтому, когда оцениваешь изготовителя, стоит смотреть не только на конечные параметры, но и на его цепочку 'железо-готовое изделие'. Например, компания АО Хунань Кэжуй Преобразователи (информация на их сайте https://www.kori-convertors.ru подтверждает это) делает упор на полный цикл — от НИОКР до сервиса. В их случае, специализация на мощных выпрямительных системах с 1998 года означает, что они глубоко погружены в проблемы сопряжения трансформаторов с полупроводниковыми вентилями, где вопросы реактивной мощности и гармоник стоят особенно остро. Это уже не просто сборка, а системное проектирование.
Все знают про стандартные испытания на пробой изоляции и нагрузку. Но самые интересные истории начинаются, когда выходишь за рамки ГОСТ. Возьмём, к примеру, нагрев. По паспорту всё в норме: средний перегрев обмотки 75К. А на деле в эксплуатации, в закрытом помещении с плохой вентиляцией, 'горячая точка' внутри катушки может быть значительно выше. Мы однажды столкнулись с таким на объекте у клиента — трансформатор постоянно уходил в защиту. Оказалось, при проектировании не учли неравномерность обдува в реальном шкафу.
После этого мы стали внедрять тепловизионный контроль не только на стенде, но и в макете конечного щита заказчика. Это добавило работы, но сняло массу претензий. Кстати, у того же АО Хунань Кэжуй Преобразователи в описании деятельности заложен принцип 'исследования и разработки'. На практике это часто означает наличие собственной испытательной базы, где можно смоделировать нештатные режимы, близкие к реальным условиям заказчика, а не просто подписать протокол по стандартной методике.
Ещё один критичный момент — проверка на стойкость к токам короткого замыкания. Многие мелкие производители делают расчёт по методикам и на этом успокаиваются. Но расчёт — это одно, а реальная динамическая стойкость активной части — другое. Нужны стенды, позволяющие проводить такие дорогостоящие и рискованные испытания. Не каждый изготовитель на это пойдёт, потому что в случае неудачи — полное списание дорогостоящего образца. Но без этого говорить о надёжности для ответственных объектов просто несерьёзно.
Казалось бы, что сложного — отгрузить готовый трансформатор? Однако, именно на этапе транспортировки случается добрая треть нареканий. Силовой трансформатор — массивная, но при этом довольно хрупкая конструкция. Вибрации при перевозке могут ослабить прессовку магнитопровода или контактные соединения. Мы в своё время перепробовали разные виды транспортного крепления, пока не пришли к комбинированному решению: жёсткая фиксация в каркасе + демпфирующие прокладки в точках опоры.
Особенно критична логистика для крупногабаритных моделей. Здесь уже нужен не просто перевозчик, а детальный маршрутный анализ, согласование с дорожными службами. Один наш проект задержался на месяц из-за того, что не учли высоту одного старого моста на подъезде к промплощадке. Теперь это обязательный пункт в checklist перед производством — утверждение транспортного коридора.
Именно комплексный подход, включающий такие 'непрофильные' этапы, отличает серьёзного производителя. Если взять в пример АО Хунань Кэжуй Преобразователи, то их заявленная сфера 'проектирования, производства и обслуживания' подразумевает, что они не сбрасывают ответственность в момент отгрузки. Грамотный производитель всегда держит в уме весь жизненный цикл изделия, вплоть до монтажа и пусконаладки на месте у клиента.
Идеальный техзадание — большая редкость. Чаще приходит запрос вида 'нужен трансформатор на 1000 кВА для питания выпрямительной установки'. И тут начинается самая важная работа — диалог. Нужно вытащить у технологов заказчика реальные графики нагрузки, наличие нелинейных потребителей, планы по расширению. Бывало, что мы предлагали заложить запас по мощности или предусмотреть дополнительные отпайки, а клиент отказывался, экономя. А через год приходил с запросом на модернизацию, которая в разы дороже.
Опытный изготовитель силовых трансформаторов должен выступать не просто исполнителем, а консультантом. Порой это означает даже отказаться от заказа, если требования клиента явно ведут к ненадёжной работе аппарата в его конкретных условиях. Репутация дороже разовой выгоды.
Здесь также важен вопрос документации. Поставка чертежей общего вида — это стандарт. Но куда полезнее для заказчика бывают рекомендации по эксплуатации, типовые схемы подключения устройств РЗА, методики диагностики. Когда производитель, такой как АО Хунань Кэжуй Преобразователи, позиционирует себя как предприятие полного цикла, это подразумевает и создание качественных инструкционных материалов, которые помогают клиенту не просто принять, а грамотно использовать оборудование долгие годы.
Тренд последних лет — это аморфные и нанокристаллические сплавы для магнитопроводов. Потери на перемагничивание у них могут быть на 70-80% ниже, чем у традиционной стали. Звучит фантастически, но в массовое производство для силовых трансформаторов они пробиваются медленно. Почему? Хрупкость материала, сложность обработки, высокая цена. Мы пробовали делать опытные образцы на малые мощности. Эффект по КПД — заметный, но стоимость изделия возрастала в разы. Пока что ниша таких решений — особые проекты, где энергоэффективность в приоритете, а бюджет не столь жёсткий.
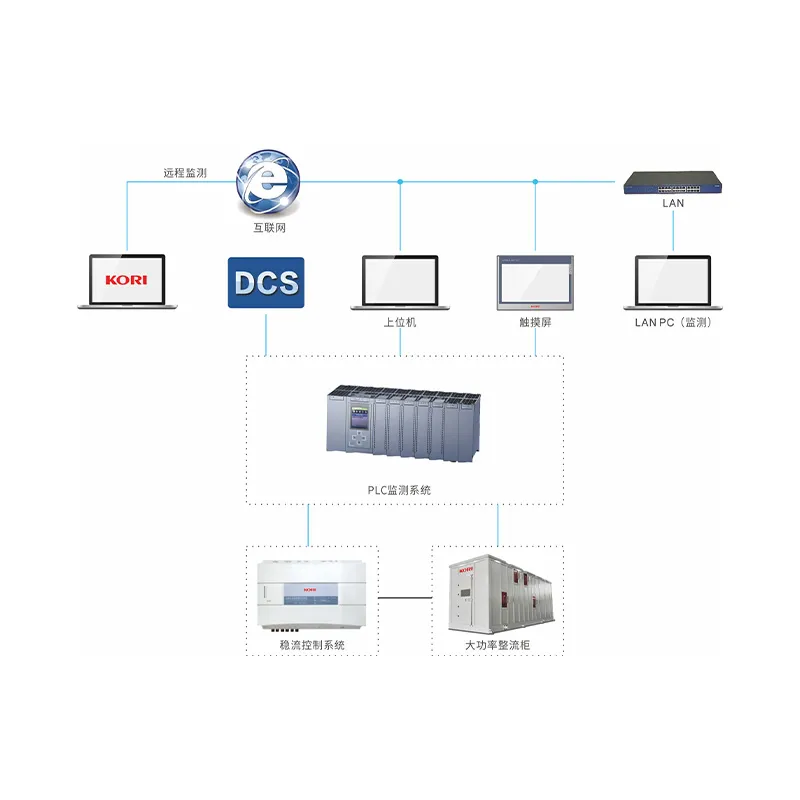
Другой вектор — цифровизация. Внедрение датчиков температуры, вибрации, газоанализаторов в масле (для масляных моделей) становится всё более распространённой опцией. Это уже не просто трансформатор, а элемент 'умной' сети. Но здесь возникает новая задача для производителя: нужно обеспечивать не только надёжность самой 'железной' части, но и корректную работу этой цифровой начинки, её совместимость с системами клиента.
Именно в таких сложных, комплексных задачах и раскрываются компании с глубокой экспертизой. Основанное ещё в 1998 году, АО Хунань Кэжуй Преобразователи прошло путь от производителя оборудования до разработчика систем. Их акцент на мощных выпрямительных системах — это как раз ответ на вызовы современной промышленности, где ключевым становится не отдельный аппарат, а его бесшовная интеграция в технологический процесс. В этом, пожалуй, и есть главное отличие просто изготовителя от настоящего инжинирингового партнёра.
В итоге, выбирая, кому доверить производство силового трансформатора, стоит смотреть не на глянцевые каталоги, а на способность завода решать нестандартные задачи, на его историю с реальными проектами и на готовность нести ответственность за свою работу на всём пути — от чертежа до ввода в эксплуатацию. Всё остальное — детали.