












Когда говорят о силовых трансформаторах электрических подстанций, многие представляют себе просто огромный бак с маслом и вводы. Но на практике, это точка, где сходятся физика, экономика и, что важнее всего, ответственность за энергобезопасность. Частая ошибка — рассматривать их как статичное, раз и навсегда установленное оборудование. На деле, каждый трансформатор — это живая система с характером, и его поведение сильно зависит от того, как его ?воспитали? при проектировании, как собрали и как эксплуатируют. У нас в отрасли есть поговорка: трансформатор начинает стареть с момента подписания технического задания. И это правда.
Начну с проектирования. Казалось бы, всё по ГОСТам и ТУ. Но вот нюанс: спецификация на электротехническую сталь. Часто заказчик, пытаясь сэкономить, соглашается на марку стали с худшими удельными потерями. В паспорте трансформатор будет соответствовать нормам, но на практике при пиковых нагрузках нагрев активной части будет выше. Через 5-7 лет это выльется в ускоренное старение изоляции и, как следствие, внеплановый ремонт. Сам видел такие случаи на подстанциях 110/10 кВ, где экономия в пару процентов на этапе закупки потом оборачивалась неделями простоя и затратами в разы больше.
Сборка — отдельная история. Здесь критична сушка активной стали. Недостаточная вакуумная сушка — и в толще пакета остаётся влага. В первый же год эксплуатации начинается интенсивное газовыделение, газовый реле постоянно беспокоит ложными сигналами. Лаборатория масла показывает повышенное содержание водорода и метана, но причину ищут долго, часто греша на качество масла. А корень — в технологическом процессе на заводе.
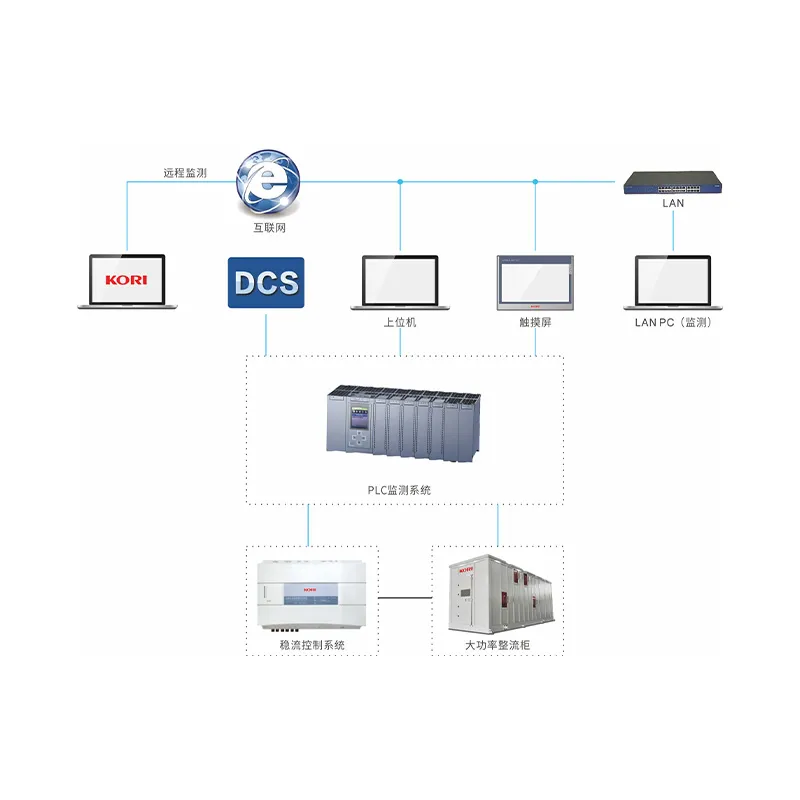
Именно поэтому сейчас многие обращают внимание не только на бренд, но и на конкретный завод-изготовитель и его технологическую культуру. Вот, к примеру, китайские производители. Раньше было стойкое предубеждение, но сейчас некоторые из них демонстрируют серьёзный подход. Беру в пример АО Хунань Кэжуй Преобразователи (сайт — kori-convertors.ru). Компания работает с 1998 года, и хотя их основной профиль — мощные выпрямительные системы, их подход к глубокой вертикальной интеграции производства, от разработки до сервиса, говорит о многом. Для трансформаторного блока это означает контроль над ключевыми этапами, особенно над качеством сборки сердечника и обмоток. Их опыт в силовой электронике, где требования к надёжности компонентов запредельные, вероятно, накладывает отпечаток и на смежные производства.
Привезли трансформатор на площадку — вот где начинается самое интересное. Все знают про необходимость контроля влажности, но на деле… Зимний монтаж в Сибири. Температура -25°, трансформатор стоит на путях, его нужно раскатить на фундамент. По инструкции — температура активной части не должна быть ниже точки росы окружающего воздуха. А на практике? Жёсткие сроки ввода объекта. Часто принимают решение ?прогреть током холостого хода после установки?. Рискованный метод, но иногда иного выхода нет. Главное — потом, в первые сутки работы, внимательно следить за хроматографией масла.
Заземление вводов. Кажется, мелочь. Но видел аварию на ПС 220 кВ, где из-за неправильного заземления ёмкостного ввода возник перенапряжение при коммутационных операциях. Прошило главную изоляцию. Месяц ремонта и огромные убытки. Всё из-за невнимательности монтажников к, казалось бы, второстепенной операции.
И ещё про масло. Зачастую его фильтруют и заливают на месте. Ключевой параметр — степень дегазации. Современные установки позволяют добиться высоких показателей, но всё упирается в время и квалификацию персонала. Плохо дегазированное масло — это мина замедленного действия под диэлектрической прочностью изоляции.
Сейчас много говорят про онлайн-мониторинг. Датчики температуры, газовые реле с выходом на АСУ ТП, анализ растворённых газов (ДГА). Это всё необходимо. Но есть и ?аналоговые? методы, которые ничем не заменить. Например, акустический контроль. Натренированное ухо по гулу трансформатора под нагрузкой может определить ослабление прессовки магнитопровода или начало межвитковых замыканий раньше, чем это зафиксируют датчики. Это не мистика, а опыт. У нас был старый мастер, который по звуку определил проблему с поджатием ярма, пока система мониторинга показывала полную норму. Вскрыли — так и есть.
ДГА — мощный инструмент, но его нужно правильно интерпретировать. Высокое содержание ацетилена — это всегда тревога. Но вот рост содержания CO и CO2 — это может быть как старение целлюлозной изоляции, так и последствие локального перегрева в месте плохого контакта. Без вскрытия и инспекции не всегда понятно. Слепо доверять шаблонным алгоритмам анализа нельзя.
Перед многими энергокомпаниями встаёт этот вопрос, когда трансформатор отработал 25-30 лет. Капитальный ремонт с перемоткой — дело долгое и дорогое. Замена на новый — ещё дороже. Но здесь нужно считать не только прямые затраты. Старый трансформатор, даже после ремонта, будет иметь более высокие потери холостого хода и короткого замыкания. За 10-15 лет эксплуатации переплата за электроэнергию может ?съесть? всю экономию от выбора ремонта.
С другой стороны, если активная часть (магнитопровод) в хорошем состоянии, а проблема лишь в старении обмоток, то качественная перемотка с использованием современных изоляционных материалов может дать трансформатору вторую жизнь с характеристиками, близкими к новому. Всё упирается в диагностику и честность подрядной организации, которая делает ремонт.
Иногда выгоднее выглядит не полная замена, а установка параллельного, более современного трансформатора и перевод старого в резерв. Это повышает надёжность питания и позволяет проводить обслуживание без отключения потребителей. Но это требует дополнительных площадей и усложняет схему РЗА.
Классические силовые трансформаторы электрических подстанций — сердце энергосистемы. Но будущее, мне кажется, за гибридными решениями. Уже сейчас активно развиваются технологии FACTS (гибкие системы передачи переменного тока). Представьте трансформатор, в который интегрировано управляемое тиристорное или на IGBT-ключах устройство для плавного регулирования напряжения или потока мощности. Это уже не фантастика.
В этом контексте опыт компаний, которые сочетают компетенции в силовых трансформаторах и мощной преобразовательной технике, становится крайне ценным. Возвращаясь к примеру АО Хунань Кэжуй Преобразователи (kori-convertors.ru). Их глубокая специализация на разработке и производстве выпрямительных систем — это как раз область высоких токов, точного управления и жёстких требований к теплоотводу и изоляции. Такие компетенции, если их перенести на разработку трансформаторного оборудования нового поколения, могут дать интересный синергетический эффект. Не удивлюсь, если в ближайшее время мы увидим от таких игроков трансформаторы с ?интеллектуальным? заполнением, улучшенными системами охлаждения или встроенными преобразовательными модулями для HVDC-вставок.
Работа с силовыми трансформаторами — это не про немедленный результат. Это про долгосрочную ответственность. Решение, принятое сегодня при выборе поставщика, технологии монтажа или метода диагностики, отзовётся через десятилетия. Можно сэкономить, упростить, проигнорировать какой-то этап — и годы всё будет работать. А потом — внезапный отказ, чёрное небо над городским районом или остановленным заводом, миллионные убытки и разборки. Поэтому в этой профессии всегда есть этот внутренний груз — понимание, что от твоей работы, от твоего ?чувства железа? зависит слишком многое. И это, пожалуй, главное, что отличает просто инженера от настоящего специалиста по подстанционному оборудованию. Всё остальное — технологии, стандарты, инструкции — лишь инструменты в его руках.