












Когда говорят о промышленных силовых трансформаторах, многие сразу представляют себе просто громоздкий железный сердечник с обмотками — мол, ничего сложного. На деле же, это как раз тот случай, где дьявол кроется в деталях, и кажущаяся простота обманчива. За двадцать с лишним лет в отрасли я видел, как из-за пренебрежения к, казалось бы, мелочам вроде качества изоляционной бумаги или точности сборки активной части, дорогостоящее оборудование выходило из строя на пусковых испытаниях. Это не просто агрегат для преобразования напряжения; это нервный узел энергосистемы предприятия, и его надежность определяется сотней факторов, о которых в каталогах часто умалчивают.
В учебниках всё красиво: КПД, потери холостого хода, векторные группы. Но когда привозишь новый промышленный силовой трансформатор на площадку, например, для электролизного цеха, начинается самое интересное. Первое — это стыковка с существующей инфраструктурой. Кабельные вводы, которые идеально подходили на чертеже, могут упереться в балку. Система охлаждения, рассчитанная на определенную температуру окружающей среды, сталкивается с локальным перегревом из-за соседства с печью. Эти нюансы не прописаны в ТУ, их решает инженер на месте, часто методом проб и ошибок.
Я вспоминаю один случай на модернизации подстанции. Установили трансформатор, всё проверили по протоколам. Но при включении под нагрузку — заметный гул, нехарактерный. Оказалось, при транспортировке немного 'подрало' крепление верхнего ярма, и под воздействием электродинамических сил от токов короткого замыкания (которые, кстати, всегда есть в сети в микроскопических долях) сердечник начал вибрировать. Пришлось снимать часть обвязки, подтягивать, добавлять демпфирующие прокладки. Мелочь? Нет. Это вопрос долговечности. Такие вещи не всегда видны при приемочных испытаниях на заводе.
Ещё один пласт проблем — эксплуатационный. Многие думают, что поставил и забыл. Но регулярный анализ газов в масле (ХДГ) — это как анализ крови для трансформатора. Однажды по росту содержания этилена и метана мы вычислили начинающийся локальный перегрев в зоне контакта регулировочных ответвлений. Успели устранить до развития аварии. Это к вопросу о том, что качественный промышленный силовой трансформатор — это не только заводская сборка, но и комплекс сопровождения на протяжении всего жизненного цикла.
Рынок насыщен предложениями, от гигантов до небольших сборочных производств. Критерий 'дешевле' здесь часто оказывается самым дорогим. Важно смотреть не на красивые брошюры, а на реальный технологический процесс. Бывал на разных заводах. Где-то сборку активной части ведут в чистой зоне с контролем влажности, а где-то — прямо в общем цехе, где летает металлическая пыль. Разница в ресурсе будет колоссальной.
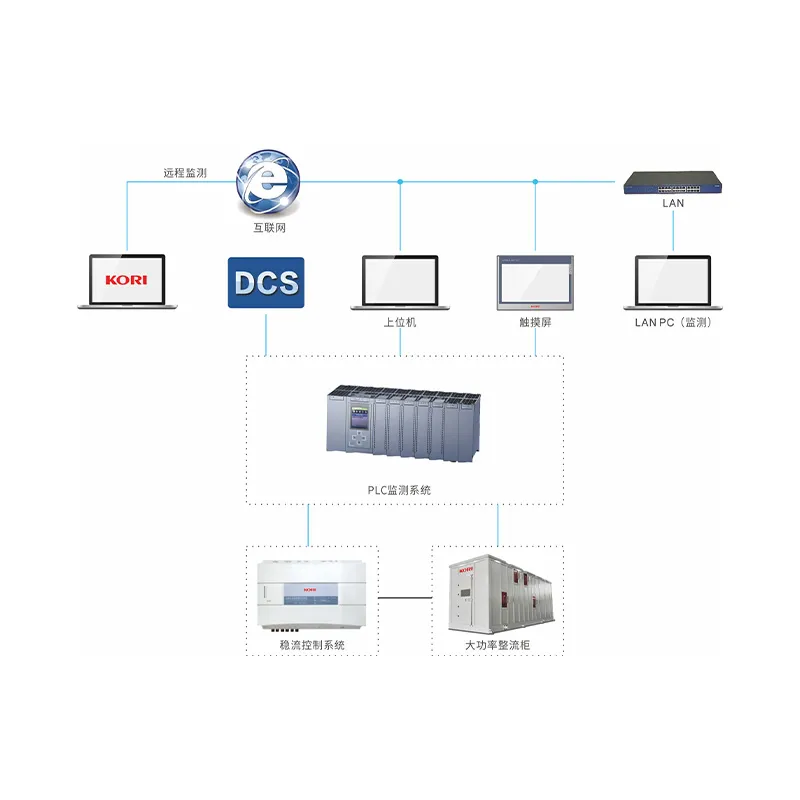
Здесь стоит упомянуть опыт работы с компанией АО Хунань Кэжуй Преобразователи. Мы обратились к ним несколько лет назад не за трансформаторами в чистом виде, а за комплексным решением для системы питания мощного выпрямителя. Их подход был примечателен: они не стали просто продавать нам агрегат из каталога, а сначала детально изучили характер нагрузки — пульсирующую, с высшими гармониками. В итоге, они предложили кастомизированный силовой трансформатор с усиленной изоляцией обмоток и специальной конструкцией магнитопровода для минимизации дополнительных потерь от гармоник. Это показало их компетенцию именно в области сложных промышленных применений, а не просто в штамповке стандартных моделей. Их сайт https://www.kori-convertors.ru — это, по сути, витрина их глубокой специализации в мощных выпрямительных системах, где трансформатор — ключевое, но не единственное звено.
Основанное еще в 1998 году, это предприятие прошло путь от разработчика до производителя полного цикла. Для меня как для практика это важно: если завод сам контролирует весь процесс от проектирования до испытаний, проще решать нестандартные задачи и оперативно вносить изменения. Их профиль — высокотехнологичное оборудование, и это чувствуется в деталях: в качестве лаков для пропитки, в системе мониторинга, которую они интегрируют.
Стандартный трансформатор для общепромышленного применения и агрегат для, скажем, дуговой сталеплавильной печи — это две большие разницы. Во втором случае ключевым становится стойкость к частым и тяжелым циклам нагрузки, к токовым ударам. Здесь нельзя экономить на сечении проводника обмотки и на запасе по температуре. Мы однажды попробовали адаптировать стандартную модель, немного 'форсировав' систему охлаждения. В краткосрочной перспективе сработало, но через три года началось интенсивное старение изоляции из-за постоянных тепловых циклов. Пришлось менять на специализированный, с заложенным при проектировании запасом.
Ещё один аспект — климатическое исполнение. Для установки в приморских регионах нужна усиленная защита активной части от солёной влажной атмосферы. Это и специальные покрытия бака, и материал радиаторов, и класс изоляции вводов. Не все производители готовы в этом глубоко разбираться, ограничиваясь стандартным исполнением УХЛ1.
При заказе трансформатора для комплекса АО Хунань Кэжуй Преобразователи под выпрямительную установку, инженеры отдельно запрашивали данные о составе и агрессивности атмосферы в цехе, потому что рядом шли химические производства. В итоге, ввели дополнительную обработку внутренней поверхности бака и применили вводы с повышенным индексом защиты. Это и есть тот самый осмысленный, а не шаблонный подход.
Самая ответственная фаза. Можно иметь идеальный трансформатор, но испортить всё при монтаже. Контроль момента затяжки гаек на вводах, вакуумирование перед заливкой масла, точная настройка устройств РЗА — всё это требует не просто монтажников, а специалистов. Частая ошибка — неполное удаление воздуха при вакуумировании. Потом в масле появляются пузырьки, снижается электрическая прочность, начинаются частичные разряды, которые со временем 'убивают' изоляцию.
При пуске всегда волнительно. Даже при идеальных предпусковых измерениях (сопротивление изоляции, коэффициент трансформации, CAB) первый включение под нагрузку — это экзамен. Помню, на одном объекте после включения сработала дифференциальная защита. Паника. Стали разбираться. Оказалось, монтажники перепутали фазировку на вторичных цепях у трансформатора тока. Мелочь, которая стоила суток простоя. Поэтому теперь всегда лично проверяю не только силовые цепи, но и цепи управления и защиты.
Именно после пуска и начинается настоящая жизнь промышленного силового трансформатора. Первые месяцы — период обкатки, когда важно вести усиленный мониторинг температуры, уровня масла, анализировать его состояние. Часто именно в этот период проявляются скрытые дефекты транспортировки или монтажа.
Сейчас тренд — это цифровизация и 'умные' сети. Современный промышленный силовой трансформатор всё чаще оснащается не просто датчиками температуры, а полноценными системами онлайн-мониторинга. Это позволяет перейти от планово-предупредительных ремонтов к ремонтам по фактическому состоянию. Но здесь есть подводный камень: важно, чтобы эта система была не просто 'игрушкой', а реально интегрировалась в АСУ ТП предприятия и давала полезные данные, а не просто поток информации.
Ещё один запрос от промышленности — повышение энергоэффективности. Потери холостого хода и короткого замыкания выходят на первый план. Это стимулирует производителей использовать более совершенные электротехнические стали, оптимизировать конструкцию магнитопровода. Но и цена, соответственно, растёт. Заказчик стоит перед выбором: заплатить больше сейчас, но сэкономить на электроэнергии за 10-15 лет, или наоборот.
Судя по разработкам таких компаний, как АО Хунань Кэжуй Преобразователи, которые фокусируются на исследованиях и разработках, будущее за гибридными решениями. Трансформатор перестаёт быть изолированным аппаратом, а становится частью единой преобразовательной системы с выпрямителями, инверторами и системами управления. Его параметры уже оптимизируются не сами по себе, а под конкретный технологический процесс, что в итоге даёт максимальный эффект по надёжности и КПД всей установки. Это сложный путь, но, похоже, единственно верный для ответственных промышленных применений.