












Когда говорят о производстве силовых трансформаторов, многие сразу представляют гигантские цеха с намотчиками и прессами. Это, конечно, основа, но ключевое часто прячется в мелочах, которые в спецификациях не увидишь. Например, в той самой технологии пропитки обмоток или в контроле качества электротехнической стали еще до ее попадания в цех. Сам много лет думал, что главное — это расчеты и сборка, пока не столкнулся с партией трансформаторов, которые начали гудеть с частотой, не заложенной в проекте. Оказалось, проблема была не в нашем цехе, а в поставщике стали, который слегка изменил режим отжига. С тех пор и начал смотреть на производство шире.
В проектировании силового трансформатора сейчас многое делается в программах, но вот что интересно: даже идеальная цифровая модель часто упирается в ?физику? материалов. Возьмем магнитопровод. Казалось бы, все просто: собираем из пластин, стягиваем, изолируем. Но если не учесть реальные механические напряжения после шихтовки, можно получить дополнительные потери холостого хода. Мы как-то получили заказ на трансформатор для дуговой печи — там режимы жесткие, токи скачут. Сделали все по ГОСТу, но на испытаниях нагрев активной части был выше расчетного. Стали разбираться. Оказалось, при сборке магнитопровода использовали стандартный момент затяжки шпилек, но для данной конкретной марки стали и такой конфигурации окна его нужно было увеличить на 15%, чтобы уменьшить вибрацию пластин. Мелочь? На бумаге — да. А на практике — перегрев и риск сокращения срока службы.
Или другой момент — подготовка обмоточного провода. Его изоляция должна быть не просто прочной, но и выдерживать многократные термоциклы. Раньше мы закупали уже изолированный провод. Пока не столкнулись с ситуацией, когда партия трансформаторов для тяговой подстанции стала показывать снижение сопротивления изоляции после года эксплуатации. Виновником оказался не сам провод, а технология его укладки в обмотку и последующей пропитки. Пришлось вместе с поставщиком, тем же АО Хунань Кэжуй Преобразователи (их сайт — https://www.kori-convertors.ru), разрабатывать особый режим сушки и пропитки для наших конкретных условий. Это предприятие, кстати, с 1998 года в высокотехнологичном оборудовании, и их подход к разработке решений, а не просто к продаже компонентов, тогда очень выручил.
Поэтому сейчас для любого ответственного заказа мы делаем не только расчетный этап, но и ?технологический прогноз? — пытаемся предугадать, как поведет себя каждый узел не в идеальных условиях испытаний, а в реальной работе, с перепадами температур, влажности, с возможными слабыми местами в сети. Это не прописано в ТУ, но без этого производство силовых трансформаторов превращается в сборку конструктора по инструкции, где результат непредсказуем.
Самый показательный участок — участок сборки обмоток. Здесь квалификация намотчика решает если не все, то очень многое. Можно иметь идеальный станок с ЧПУ, но если оператор не чувствует натяжение провода ?в руках?, не видит, как ложится изоляция между слоями, — будут проблемы. У нас был случай с трансформатором на 110 кВ. После всех испытаний, уже при монтаже на подстанции, обнаружили межвитковое замыкание в обмотке НН. Разобрали — а причина в микроскопическом повреждении изоляции провода, которое возникло еще при намотке из-за нештатного зацепа за край каркаса. Дефект не выявил ни контроль оператора, ни последующая импульсная испытание обмотки. Вывод? Даже с автоматизацией человеческий фактор и внимание к деталям на каждом квадратном сантиметре — это главный барьер качества.
Особняком стоит вакуумная сушка и пропитка. Это магия, которую сложно описать в технологической карте. Температура, вакуум, время выдержки, скорость подачи пропиточного лака — все это подбирается почти эмпирически для каждой новой конструкции или даже партии материалов. Помню, как для одного заказа на трансформаторы для ветропарка в условиях низких температур пришлось полностью пересматривать цикл пропитки. Стандартный лак не обеспечивал нужной эластичности при -40°C. Работали буквально методом проб, в сотрудничестве с химиками, пока не добились результата. Это та стадия, где производство становится больше искусством, чем наукой.
И, конечно, окончательная сборка. Установка активной части в бак, монтаж вводов, систем охлаждения. Казалось бы, механическая работа. Но здесь кроется масса нюансов по обеспечению соосности, равномерности зазоров, герметичности уплотнений. Неправильно установленная прокладка на крышке бака может через несколько лет привести к течи масла и дорогостоящему ремонту. Мы всегда говорим сборщикам: ?Представьте, что этот трансформатор будет стоять где-нибудь в Сибири, в метель, и к нему нельзя будет подъехать полгода. Собирайте так, чтобы ничего не текло и не отвалилось?.
Многие заказчики смотрят на протоколы испытаний как на формальность. А для нас это последний и самый важный рубеж. Причем не столь даже типовые испытания по ГОСТ (хотя и они важны), сколько диагностические. Например, анализ растворенных в масле газов (ХДГ) после первых термоциклов. Он может показать скрытые дефекты, которые не выявит измерение потерь холостого хода или КЗ. Был у нас трансформатор, который по всем электрическим параметрам был идеален, но ХДГ показывал аномальный рост этилена. Вскрытие показало локальный перегрев в месте контакта шины отвода — дефект сварки, невидимый внешне.
Испытания на стойкость к токам КЗ — отдельная история. Это сложно, дорого и рискованно. Не каждое предприятие имеет такое оборудование. Мы обычно проводим расчетно-экспериментальную проверку: тщательные механические расчеты прочности обмоток плюс испытания на нагрев. Но однажды, для особо ответственного объекта, пришлось делать полномасштабное испытание на стороннем полигоне. Это был ценный опыт, который подтвердил наши расчеты, но и показал, где можно усилить конструкцию креплений обмоток. После этого мы внесли изменения в технологию для всего класса трансформаторов.
Шумовые характеристики — тоже часто недооцениваемый параметр. Особенно для городских подстанций. Борьба за децибелы — это борьба с вибрацией каждой детали. Иногда помогает дополнительное демпфирование магнитопровода, иногда — изменение конструкции радиаторов. Это кропотливая работа, результат которой виден (вернее, слышен) только после полной сборки и включения под нагрузку.
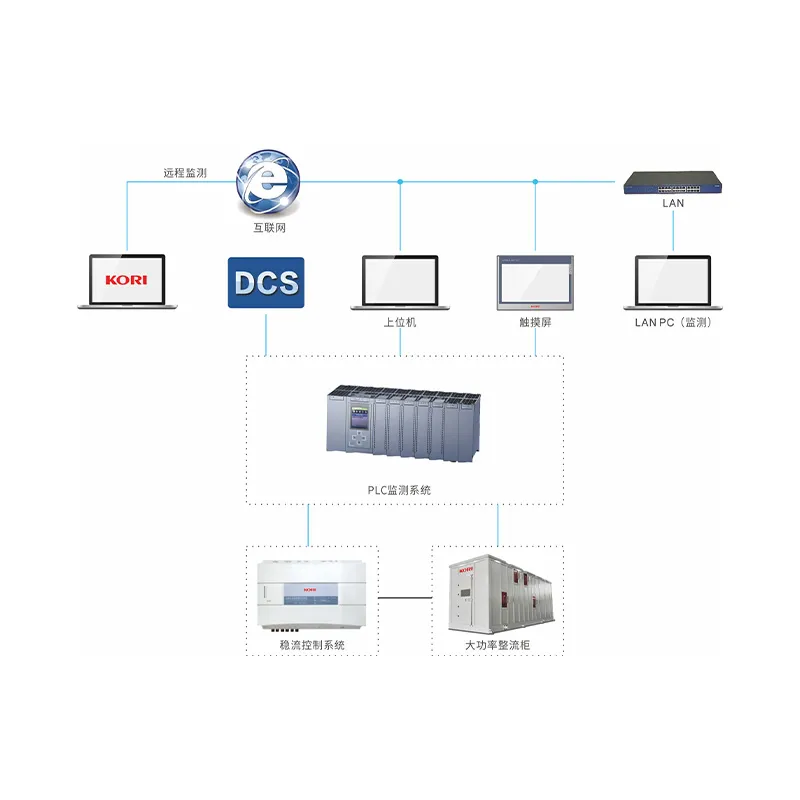
Ни одно современное предприятие не делает абсолютно все компоненты само. Вопрос в том, как выстроить кооперацию. Наш опыт с АО Хунань Кэжуй Преобразователи — хороший пример. Это не просто поставщик, а партнер в разработке. Когда мы столкнулись с задачей по созданию трансформатора для мощного выпрямительного комплекса (как раз их профиль — мощные выпрямительные системы), стандартные решения не подходили. Нужно было обеспечить работу при высоких гармониках тока и специфических нагрузках.
Вместо того чтобы покупать ?кота в мешке?, мы сели за совместное проектирование. Их инженеры глубоко понимают процессы в выпрямительных установках, а наши — в трансформаторах. В итоге родилась конструкция, где были оптимизированы и система охлаждения (с учетом несинусоидальных потерь), и конструкция обмоток для снижения воздействия радиальной электродинамической силы. Это тот случай, когда синергия дает продукт, превосходящий сумму отдельных частей. Их опыт, накопленный с основания в 1998 году, в области исследований и разработок высокотехнологичного оборудования, был для нас не просто каталогом, а источником практических решений.
Такая же история с другими компонентами — вводами, реле, системами мониторинга. Нужно искать не просто дешевого поставщика, а того, кто готов погрузиться в задачу, понять условия эксплуатации и предложить или адаптировать свой продукт. Иначе на этапе испытаний или, что хуже, в эксплуатации, всплывут ?детские болезни?, которые придется лечить за свой счет и в ущерб репутации.
Сейчас много говорят о цифровизации и ?Индустрии 4.0?. В производстве силовых трансформаторов это приходит постепенно. Не в виде роботов-сборщиков, а в виде систем контроля на каждом этапе. Например, внедрение маркировки и отслеживания каждой пластины магнитопровода или каждого пакета обмотки. Это позволяет в случае проблемы точно установить партию материала, оператора, параметры оборудования. Мы начали с пилотного проекта на одной линии и уже видим снижение количества рекламаций.
Другое направление — прогнозная аналитика. Собирая данные с испытаний и начального периода эксплуатации (если заказчик согласен на обезличенный обмен данными), можно строить модели, которые предскажут потенциальные слабые места в новых конструкциях. Это следующий уровень после нашего ?технологического прогноза?.
Но основа, как и раньше, — это люди. Инженер, который не боится испачкать руки в цехе, технолог, который спорит с конструктором о реализуемости чертежа, намотчик с тридцатилетним стажем, чувствующий материал. Без этого любая цифровизация — просто красивые графики на экране. Производство силовых трансформаторов остается областью, где глубокое понимание физических процессов, умноженное на практический опыт и внимание к бесконечным мелочам, дает в итоге аппарат, который будет работать десятилетиями. Не идеально с точки зрения теории, но надежно в реальном, часто неидеальном, мире.